
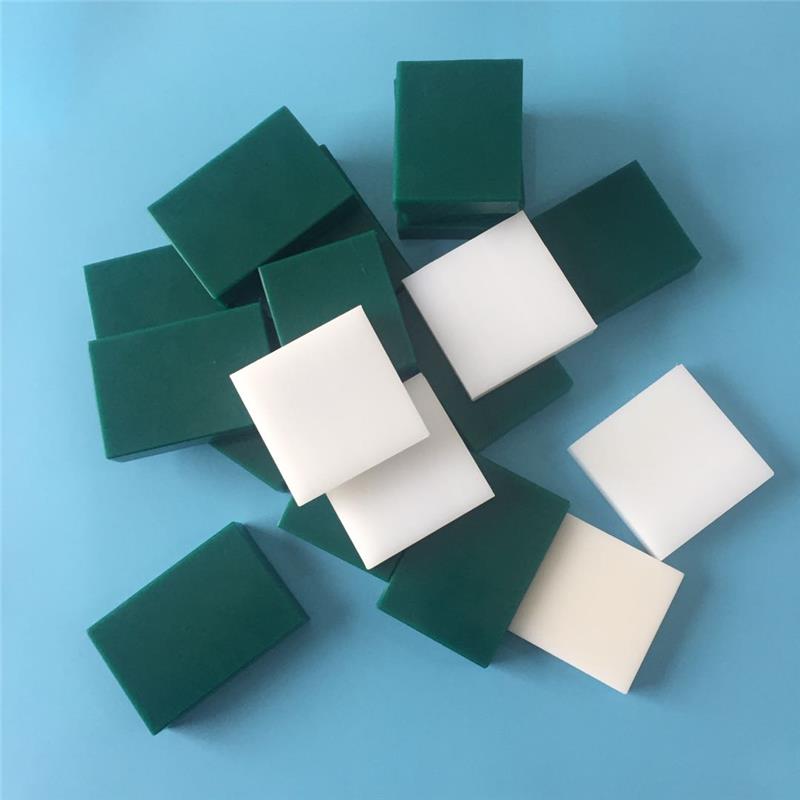
受力均匀,有效防止了由于托辊断裂、脱落造成的皮带纵向撕裂,同时大大降低了皮带被锐器或尖锐物料穿透后纵向撕裂的概率。而且超高分子量聚乙烯板材能有效减小落料点的震动,有效保护了输送带,节约了资源。并且超高分子量聚乙烯板材用作缓冲板大大降低了缓冲床的日常修补和维护费用。还有超高分子量聚乙烯板材的光滑表面使得输送带运行时的摩擦力降到低。







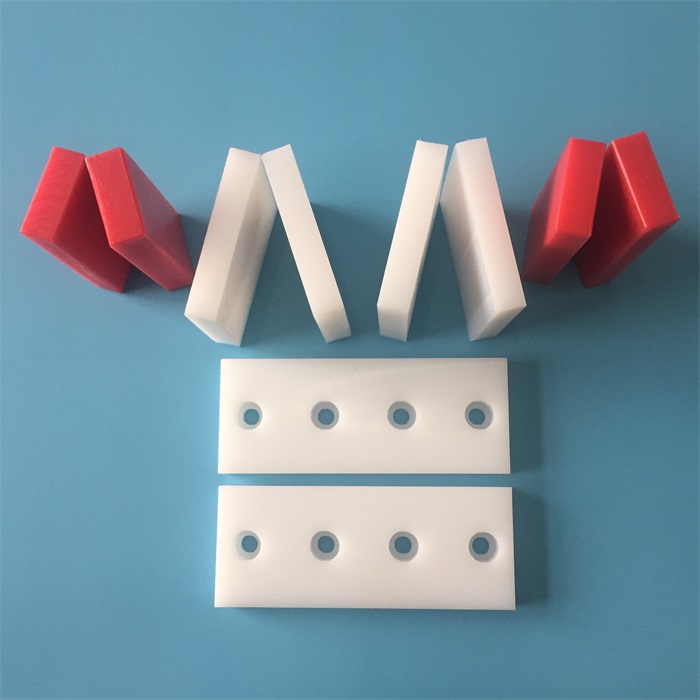
注塑成型;日本三井石油化工公司于1974年开发了注塑成型工艺,并于1976年实现了商业化,之后又开发了往复式螺杆注塑成型技术。1985年美国Hoechst公司也实现了超高分子量聚乙烯(UHMW-PE)的螺杆注塑成型工艺。我国1983年对国产XS-ZY-125型注摄机进行了改造,成功地注摄出啤酒罐装生产线用超高分子量聚乙烯(UHMW-PE)托轮、水泵用轴套。

外部润滑剂主要有搞级脂肪酸、复合脂、有机硅树脂、石腊及其它低分子量树脂等。挤出(注摄)加工前,首先将润滑剂同其它加工助剂一起混入物料中,生产时,物料中的润滑剂渗出,形成润滑层,实现自润滑挤出(注摄)。有转利报道:将70份石蜡油、30份超高分子量聚乙烯(UHMW-PE)和1份氧相二氧化硅(高度分散的硅胶)混合造粒,在190℃的温度下就可实现顺利挤出(注摄)。


 在线客服
在线客服 15093997888
15093997888 1055786432@qq.com
1055786432@qq.com


